










The motherboard is the core of the computer. Its main function is to transmit various electronic signals. Some chips are also responsible for preliminary processing of some peripheral data. All parts of the computer host are connected through the motherboard. During normal operation, the control of system memory, storage devices and other I/O devices must be completed through the motherboard. Whether the computer performance can be fully utilized, whether the hardware functions are sufficient, and the hardware compatibility is all determined by the design of the motherboard.
It can be said that the manufacturing quality of the motherboard determines the stability of the hardware system.
.png)
Due to the complexity and changeability of the industrial production environment, compared with the motherboards used in daily leisure PCs, the selection conditions for motherboards in industrial application scenarios will be more stringent. It requires the board to have stronger performance and environmental adaptability, and at the same time meet the industrial requirements. The need for medium and long-term stable operation in manufacturing.
Common industrial environments include high temperature, dust, oil, water mist, unstable voltage, static electricity, etc. These environments will have an impact on the operation of the motherboard. Industrial-grade motherboards will be manufactured in terms of material selection and structural design to avoid and avoid Protect. Stability, reliability, and compatibility are the outstanding features of industrial-grade motherboards.
.png)
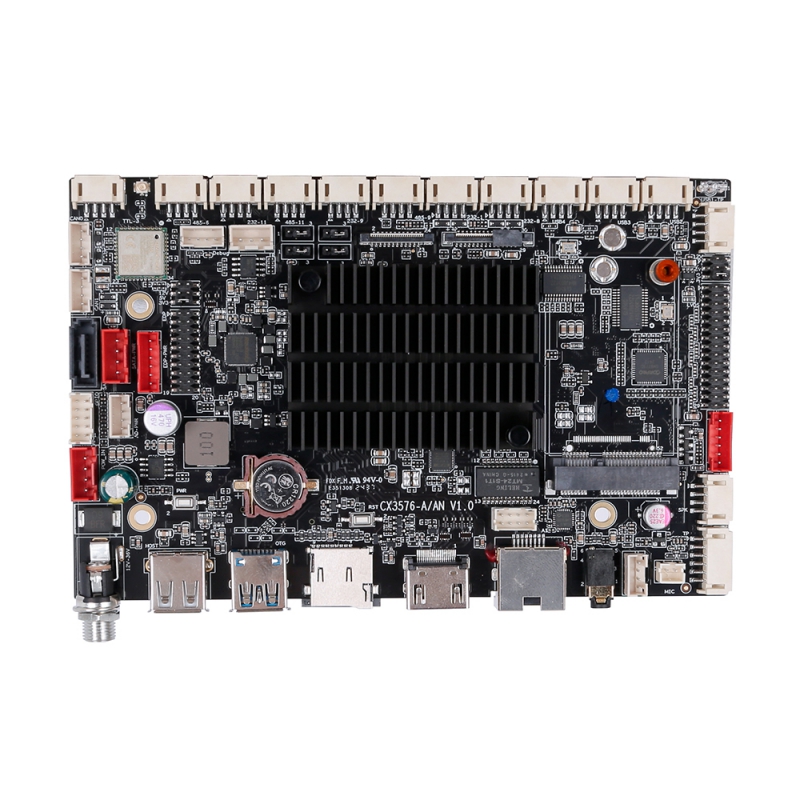
For example, in PCB design, in order to enhance the EMC and EMI performance of the motherboard and enhance the stability of the motherboard, industrial motherboards will adopt a PCB circuit design with more than 6 layers. In order to ensure stable long-term operation, low-power chipsets are used to save energy consumption and improve environmental adaptability. . Interface design, because it needs to meet the needs of use occasions, will produce a large number of standard interfaces to adapt to various functional expansions. Common interfaces include serial ports, USB, LAN, LPT, expansion interfaces PC, PCI, and industrial master boards. Protection function, through special design, the industrial motherboard can realize automatic restart function of watchdog and anti-surge function when encountering abnormal situations such as crash.
Industrial boards are widely used in industrial equipment, instrumentation, professional equipment control, military industry, government, electric power and other fields.
Senbainno independently develops industrial-grade motherboards, relying on ARM architecture motherboards, x86 architecture motherboards, and display driver boards. It can customize the motherboard structure and expand interfaces to meet the needs of real-life application scenarios.
In terms of performance, it adopts a wide-temperature design, supporting wide-temperature operation from -10°C to 60°C, and can be customized with a wide temperature range of -20°C to 70°C; the interior of the fuselage uses ESD electrostatic protection materials and internal structural layout, and is exposed to ±8KV, air ± 15KV; wide-voltage power supply supports 12V input power supply; dust-proof and surge-proof; moisture-proof and corrosion-proof, etc.
.png)
Long-term stable and efficient operation is the basic requirement for industrial boards. For different application scenarios, equipment control, network connection, real-time communication, system management and many other functions require customized board applications.
Long-term stable and efficient operation is the basic requirement for industrial boards. For different application scenarios, equipment control, network connection, real-time communication, system management and many other functions require customized board applications.



 WhatsApp
WhatsApp

 Teamas
Teamas